Система автоматической сварки резервуаров ATW (Automatic Tank Welder) компании Ogden представляет собой самоходный сварочный механизм для сварки под флюсом, разработанный специально для выполнения горизонтальных швов при изготовлении в полевых условиях нефтяных, газовых и зерновых резервуаров.
Система состоит из рамы с подвесной люлькой со смонтированными на ней сварочным узлом, системой подачи и рециркуляции флюса, а также блоком управления как самой системой, так и процессом сварки.
Сварочная часть системы представляет собой комплект оборудования для автоматической сварки по флюсом компании LincolnElectric, состоящий из выполненного на базе автоматической головки NA3-SF сварочного узла, смонтированного на подвесной люльке, и источников сварочного тока DC600 или DC1000, установленных на отдельной сварной раме.
Система перемещается вдоль верхнего края вновь установленного пояса листов, приваривая его к предыдущему, расположенному непосредственно под ним. Швы выполняются встык в положении сварочной горелки на 3 часа.
По окончании сварки с одной стороны устройство поднимается с помощью крана, поворачивается и устанавливается на противоположную сторону резервуара — для выполнения сварки с этой стороны.
Двухсторонняя (сдвоенная) система сварки резервуаров позволяет вести одновременную сварку на обеих — внутренней и внешней — сторонах резервуара, причём расстояние между противоположными дугами может составлять до 75 мм. Система для двухсторонней сварки устроена таким образом, что одна её сторона (основная) может быть использована независимо для односторонней сварки.
Когда сварка яруса завершена, система вновь поднимается краном, производится установка и прихватка следующего ряда листов и сварка повторяется.
Специальный комплект позволяет выполнять приварку нижнего яруса листов к днищу резервуара.


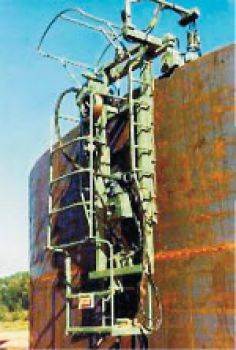
Конструкция подвесной части
Изготовленная из конструкционной профильной стали рама с подвесной люлькой (при двусторонней системе — с двумя люльками) перемещается по верхнему краю монтируемого резервуара на двух направляющих колёсиках специального профиля, приводимых в движение смонтированным на раме электродвигателем. Рама снабжена опорными консолями, предотвращающими соскакивание колёс с края пластины монтируемого яруса.
Рама имеет рым — болт для транспортировки и установки системы с помощью крана.

{kind=link}

{kind=link}

{kind=link}

{kind=link}


{kind=link}

{kind=link}

{kind=link}